冷却塔零部件生产工艺(风机,填料,布水管)
作者:晶杰冷却塔 时间:2021-08-23 08:23 阅读:
今日介绍一下我们冷却塔的零部件是如何生产的,讲解一下冷却塔生产厂家生产零部件的具体生产工艺。本文主要介绍风机、布水管和填料热轧成型的生产细节。一、冷却塔风机生产工艺步骤:
(1)根据样品规格或技术部门生产通知确定风机的材质、数量和尺寸;
(2)根据风扇芯的大小和单扇叶的大小,知道风扇的直径;
(3)将风扇铁芯固定在风扇调试器上,安装相应的风扇叶片,调整到相同角度;
(4)使整个风扇面尽可能垂直于轴线,旋转风扇,保证每个扇叶都能停在不同的位置;
(5) 如果刀片固定在同一位置,必须打磨或填充纤维胶,直到刀片停在不同的位置;
(6) 识别已调试的风扇和风扇芯;如果风扇已调试并标记,则无需调试。
二、冷却塔布水管钻孔内容
(1)按图纸将软管剪成规定长度;
(2)根据需要选择合适的钻头并安装牢固;
(3) 将软管天平放在钻台上并定位。必要时加槽钢辅助定位;
(4)钻孔时钻床手柄压力要均匀,更换工件时必须停机;
(5) 200T以下的喷水孔,按模具上的位置和尺寸钻孔;
(6)对于250T以上的喷水孔,先将喷水孔位置和孔径放在胶喉上,然后钻孔;
(7)钻孔时要小心,不要把头靠近钻头,不要戴手套;
(8) 维护机器。
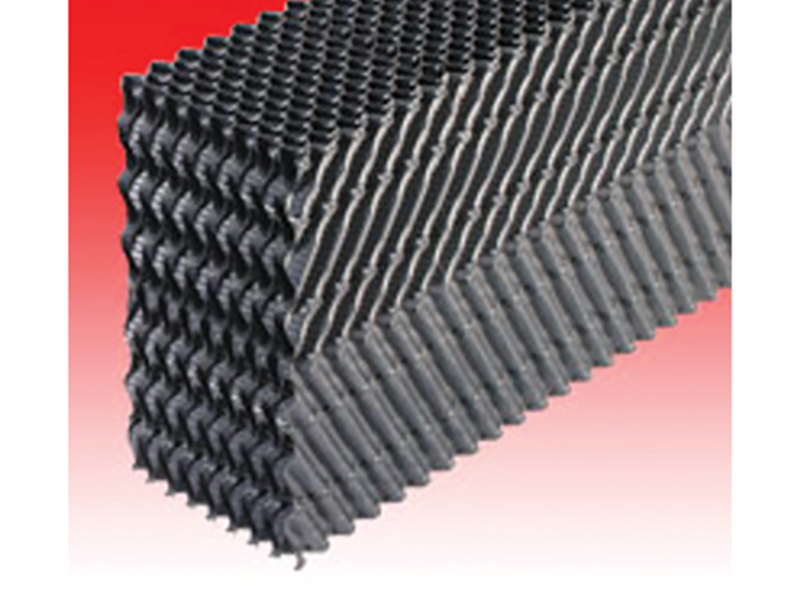
三、冷却塔填料热轧成型操作步骤
(1)在启动加热装置的同时启动辊压机1-2分钟,观察机器运行是否正常,确认无故障后停机;
(2)当炉温达到115±20℃时,启动辊筒和冷却风机,将原料放入梯齿内热轧成斜纹。注意控制加热温度和斜纹深度(正常斜纹深度为13.5±2mm);
(3)在热轧过程中,要随时观察填料宽度的变化,调整机器松紧度,使填料符合质量要求;
(4)更换原料时要停止机器运转,重复上述步骤。
四、填料成型内容:
将所需填料放入吸收器入口,调整进料速度/加热温度/塑胶时间/切刀距离/钻孔距离,调整气泵、模温机、修边机等周边设备。
以上就是东莞冷却塔厂家为大家带来的冷却塔零部件生产工艺,如果您想了解更多细节可以直接联系我们厂家代表,为您提供免费的产品图册也欢迎来厂参观指导。